Plaströrssvetsning
Egen rörsvetsning med hög kvalitet
Vi utför stumsvetsning upp till 1000 mm samt elektrosvetsning upp till dimension 1200 mm ute i fält. Alla Pe-rör och rördelar vi levererar är klassade och kvalitetssäkrade enligt Nordic Poly Mark.

Våra svetsare är licensierade enligt gällande krav för VA- och gasledningsarbeten. Viss rördelstillverkning utförs på vår verkstad.
Vi utför följande tekniker inom segmentet plastsvetsning:
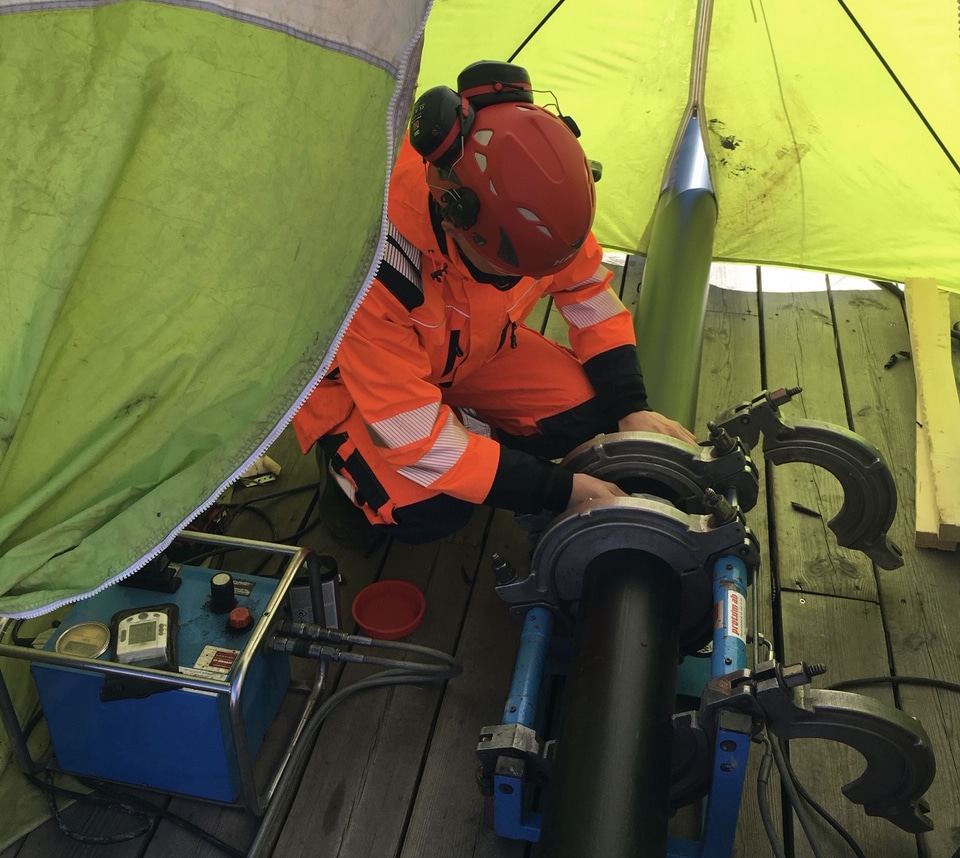
- Stumsvetsning
- Elektrosvetsning/elmuff
- Extrudersvetsning
- Vinkelsvetsning ≤ 315 mm
Metodbeskrivning
Val av svetsplats sker i samråd med beställaren. Denna bör ha ett centralt läge för att underlätta transport och hantering av svetsade rörlängder. Rören ska lagras på ett rent och jämnt underlag.
Stumsvetsning är ett förfarande där rörets ändytor sammanfogas genom att ytorna smälts och därefter pressas samman under tryck. Det är viktigt att se till att rören är väl uppriktade och att det rör som ligger i den rörliga delen av svetsmaskinen kan förflyttas lätt för att minimera släptrycket.
Rören hyvlas med en planhyvel, rengörs både ut- och invändigt och pressas därefter ihop med lågt tryck. Rörändarna värms upp under tryck med en värmeplatta som sätts mellan rörändarna. När en vulst bildats runt röret, sänks trycket ner till noll och uppvärmningstiden startar. Denna tid är beroende på godstjockleken. Efter denna tid avlägsnas värmeplattan snabbt och rörändarna pressas samman med ett förbestämt tryck under en bestämd tid, avkylningstiden. Efter avslutad kyltid, kontrolleras svetsfogen visuellt, rören lossas, lyftes upp ur svetsen och dras fram så att nästa svetsfog kan riggas och påbörjas.
Svetsprotokoll förs givetvis och kan vid önskemål överlämnas. Om invändiga vulster i rör bedöms vara för stora, har vi även utrustning till att ta bort dessa.

© BAB Rörtryckning AB